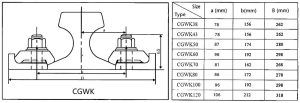
Base Plate Welding:
The CGWK base plate is welded to the upper flange of the steel crane beam using either two-side fillet welds or three-side wrap-around welds. This ensures that the horizontal lateral forces from the crane are evenly transmitted to the crane beam, avoiding the structural weaknesses caused by extensive drilling on the beam flange.
Spherical Hinged Connection:
The base plate and the upper clamping plate are connected via a spherical hinge. This design allows for slight tilting under lateral forces, effectively mitigating the impact of horizontal forces on the crane beam and braking systems.
Positioning Proximity:
The CGWK base plate is positioned approximately 1mm below the bottom edge of the rail, which effectively restricts lateral rail movement.
Special Bolts for Stability:
Special bolts are used to optimize the load distribution on the fixing components, and the upper clamping plate can be easily removed, greatly facilitating installation and maintenance.
Material and Strength:
All fixing components are made from low-alloy high-strength steel. The M20 Grade 8.8 strength bolts are tightened to a torque of 220N·m, and the system can withstand a maximum lateral force of 65kN at each wheel load point.